CNC3018¶
La machine
 ¶
¶
Outils¶
le porte outil est au format 3.175mm (1/8")
fraise en forme de V angle entre 10° et 90°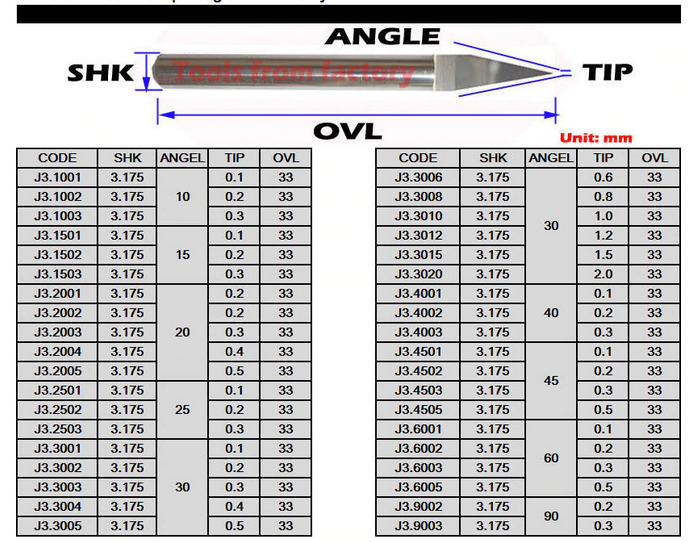
fraises de détourage de 0.8mm à 3.0mm
forets de perçage de 0.1mm à 5mm (pas de 0.1mm)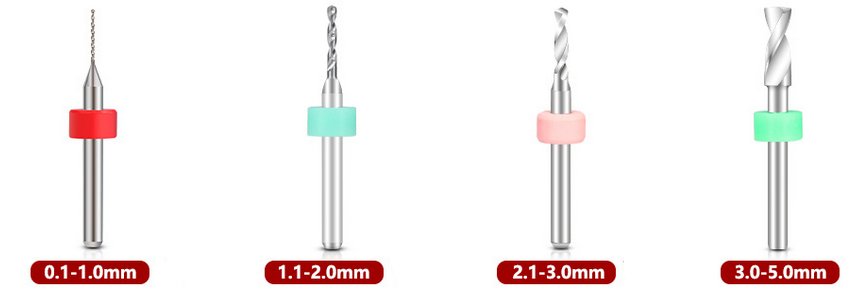
vitesse¶
| 10° V-Bit with 0.1mm tip | |
| Parameter | Value |
| tool vbit 10° | 0.1mm tip |
| cut Z | 0.1mm |
| effective tool width | 0.1175mm |
| feedrate | 200 |
| spindle speed | 20000 (8000*) |
| passes | 2 |
| pass overlap | 10% (0.10 in flatcam) |
| 30° V-Bit with 0.1mm tip | |
| Parameter | Value |
| tool vbit 30° | 0.1mm tip |
| milling depth | 0.1mm |
| effective tool width | 0.15359mm |
| feedrate | 200 |
| spindle speed | 20000 (8000*) |
| passes | 2 |
| pass overlap | 13% (0.13 in flatcam) |
(*) vitesse réelle de la CNC3018
Palpeur axe Z¶
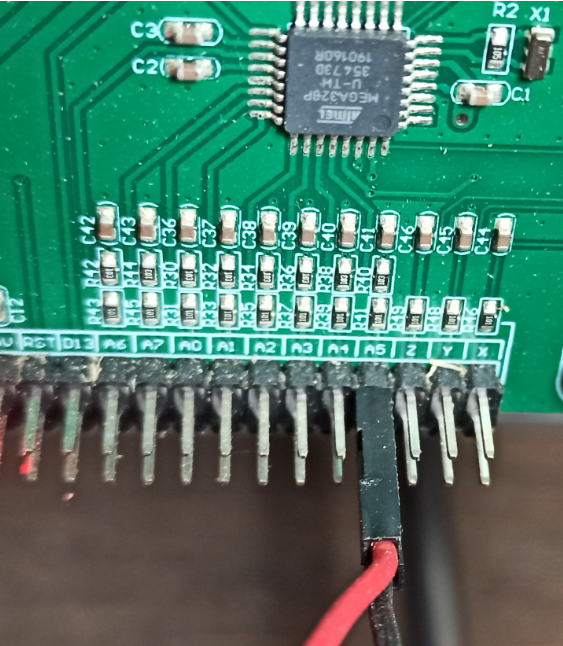
connexion du palpeur entre A5 et GND
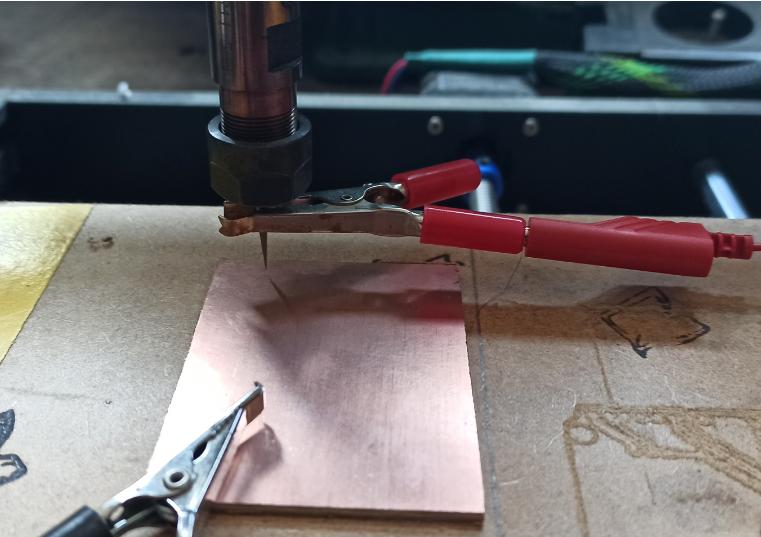
Connecter la broche et a l'outil de gravure la l'entrée A5 de la carte contrôleur GRBL.
Connecter le PCB a la masse GND, si besoin utiliser du ruban cuivre, ou souder un fil.
Gravure¶
Perçage¶
GRBL¶
version 1.1f
config¶
$0=10
$1=25
$2=0
$3=5
$4=0
$5=0
$6=0
$10=1
$11=0.010
$12=0.002
$13=0
$20=0
$21=0
$22=0
$23=0
$24=25.000
$25=500.000
$26=250
$27=1.000
$30=1000
$31=0
$32=0
$100=1600.000
$101=1600.000
$102=1600.000
$110=1000.000
$111=1000.000
$112=800.000
$120=30.000
$121=30.000
$122=30.000
$130=200.000
$131=200.000
$132=200.000
en 1/32 pas avec HW , soft limit et homing
$0=10
$1=25
$2=0
$3=0
$4=0
$5=0
$6=0
$10=1
$11=0.020
$12=0.002
$13=0
$20=1
$21=1
$22=1
$23=0
$24=100.000
$25=500.000
$26=250
$27=1.000
$30=1000
$31=550
$32=0
$100=800.000
$101=800.000
$102=800.000
$110=1000.000
$111=1000.000
$112=800.000
$120=50.000
$121=50.000
$122=50.000
$130=200.000
$131=200.000
$132=200.000
$140=100.000
$141=100.000
$142=100.000
$150=500.000
$151=500.000
$152=500.000
Updated by Frédéric Blanc over 3 years ago · 17 revisions