FlatCAM » History » Revision 21
« Previous |
Revision 21/49
(diff)
| Next »
Frédéric Blanc, 2021-05-08 12:49
FlatCAM¶
version du logiciel 8.5
préférence¶

dans la ‘command line’ tapez
set_sys units MM
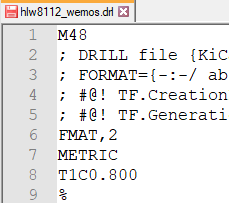
Nettoyage du fichier drill¶
Éditer le fichier drill, faire attention qu'il n'y ai pas deux fichiers.
Supprimer tous les Tn sauf le premier et les troues de fixation. Garder le T1 avec un diamètre de 0.8mm.
Comme il n'y a pas de troue métallisé il est inutile d'avoir trop de changement d'outils
PCB simple face¶
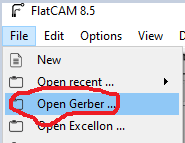
ouvrir les fichiers gerber de la face cuivre et de Edge_Cuts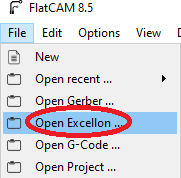
ouvrir le fichier de perçage
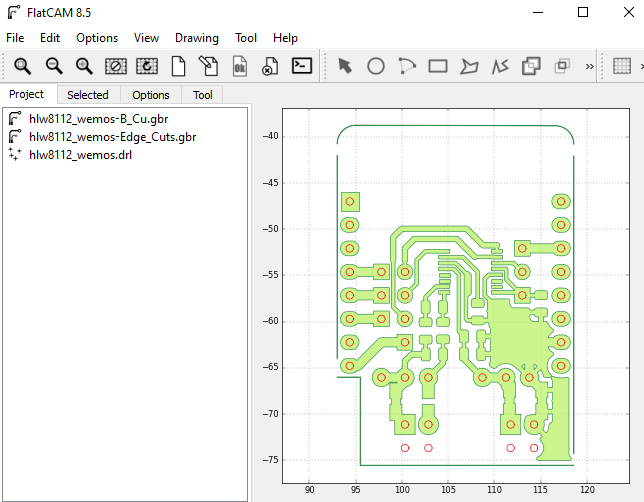
vous devriez avoir trois fichiers. Vous remarquez que le PCB n'est pas a l'endroit (Miroir) et il y a un offset X et Y.
Offset¶
les objets sont souvent très loin de l'origine.
il est conseiller de les ramener le plus près de l'origine 0.0,0.0
soit en utilisant l'interface graphique:
soit par la ‘command line’
offset <name> <x> <y>
name: Name of the object
x: X-axis distance
y: Y-axis distance

recadrer les objets avec Zoom Fit
Mirroiring¶

ouvrir l'outil Double-Sided PCB Tool
faire le miroir des fichiers de perçage, de Edge_Cuts et du cuivre 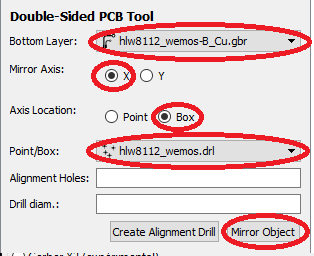

prendre pour référence le perçage
réaligné le perçage

Une fois toutes ces étapes (offset et Miroir) faites votre circuit est centré et dans le bon sens.
Création de la géométrie de gravure du cuivre¶

Suivant la qualité de gravure et l'outil de gravure (ici une fraise en V a 10° TIP 0.1mm)
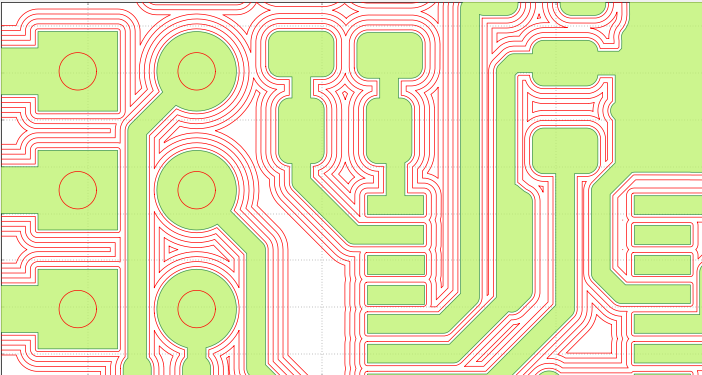
en rouge on remarque le parcours de l'outil, ici avec 5 passes.
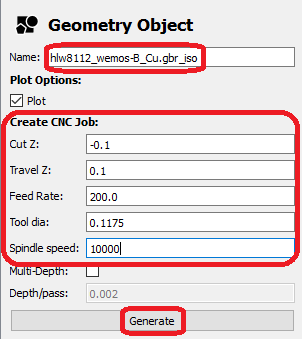
édité la nouvelle géométrie, avec les paramètres correspondant a votre machine.
cut Z 0.1mm
effective tool width 0.1175mm
feedrate 200
spindle speed 10000 (8700*)
(*) vitesse réelle d'une CNC3018 mettre 10000, pour une machine plus performante mettre une vitesse plus élever 100000 tr/min
Updated by Frédéric Blanc over 3 years ago · 49 revisions